“正确的温度曲线将保证高品质的焊接锡点。”
约翰.希罗与约翰.马尔波尤夫(美)
在使用表面贴装元件的印刷电路板(PCB)装配中,要得到优质的焊点,一条优化的回流温度曲线是最重要的因素之一。温度曲线是施加于电路装配上的温度对时间的函数,当在笛卡尔平面作图时,回流过程中在任何给定的时间上,代表PCB上一个特定点上的温度形成一条曲线。
几个参数影响曲线的形状,其中最关键的是传送带速度和每个区的温度设定。带速决定机板暴露在每个区所设定的温度下的持续时间,增加持续时间可以允许更多时间使电路装配接近该区的温度设定。每个区所花的持续时间总和决定总共的处理时间。
每个区的温度设定影响PCB的温度上升速度,高温在PCB与区的温度之间产生一个较大的温差。增加区的设定温度允许机板更快地达到给定温度。因此,必须作出一个图形来决定PCB的温度曲线。接下来是这个步骤的轮廓,用以产生和优化图形。
在开始作曲线步骤之前,需要下列设备和辅助工具:温度曲线仪、热电偶、将热电偶附着于PCB的工具和锡膏参数表。可从大多数主要的电子工具供应商买到温度曲线附件工具箱,这工具箱使得作曲线方便,因为它包含全部所需的附件(除了曲线仪本身)。
现在许多回流焊机器包括了一个板上测温仪,甚至一些较小的、便宜的台面式炉子。测温仪一般分为两类:实时测温仪,即时传送温度/时间数据和作出图形;而另一种测温仪采样储存数据,然后上载到计算机。
热电偶必须长度足够,并可经受典型的炉膛温度。一般较小直径的热电偶,热质量小响应快,得到的结果精确。
有几种方法将热电偶附着于PCB,较好的方法是使用高温焊锡如银/锡合金,焊点尽量最小。
另一种可接受的方法,快速、容易和对大多数应用足够准确,少量的热化合物(也叫热导膏或热油脂)斑点覆盖住热电偶,再用高温胶带(如Kapton)粘住。
还有一种方法来附着热电偶,就是用高温胶,如氰基丙烯酸盐粘合剂,此方法通常没有其它方法可靠。 附着的位置也要选择,通常最好是将热电偶尖附着在PCB焊盘和相应的元件引脚或金属端之间。
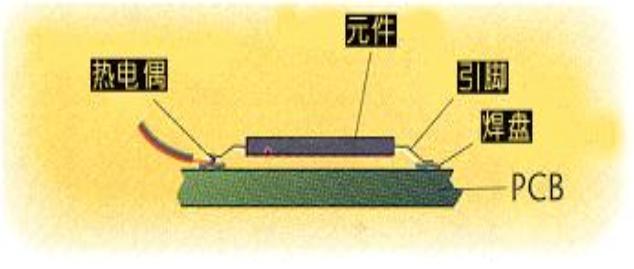
(图一、将热电偶尖附着在PCB焊盘和相应的元件引脚或金属端之间)
锡膏特性参数表也是必要的,其包含的信息对温度曲线是至关重要的,如:所希望的温度曲线持续时间、锡膏活性温度、合金熔点和所希望的回流最高温度。
开始之前,必须理想的温度曲线有个基本的认识。理论上理想的曲线由四个部分或区间组成,前面三个区加热、最后一个区冷却。炉的温区越多,越能使温度曲线的轮廓达到更准确和接近设定。大多数锡膏都能用四个基本温区成功回流。
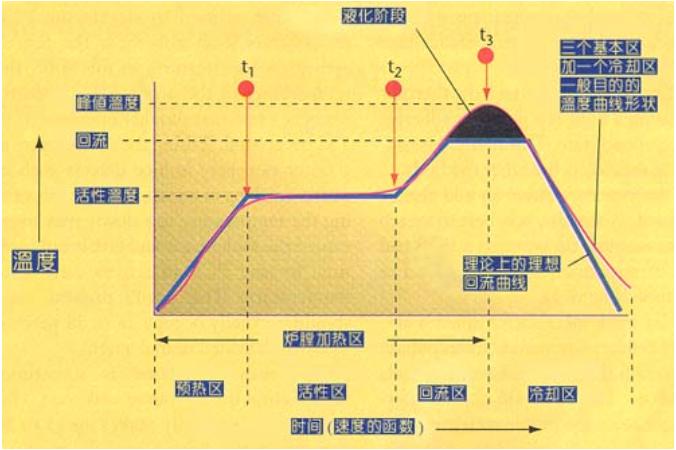
(图二、理论上理想的回流曲线由四个区组成,前面三个区加热、最后一个区冷却)
预热区,也叫斜坡区,用来将PCB的温度从周围环境温度提升到所须的活性温度。在这个区,产品的温度以不超过每秒2~5°C速度连续上升,温度升得太快会引起某些缺陷,如陶瓷电容的细微裂纹,而温度上升太慢,锡膏会感温过度,没有足够的时间使PCB达到活性温度。炉的预热区一般占整个加热通道长度的25~33%。
活性区,有时叫做干燥或浸湿区,这个区一般占加热通道的33~50%,有两个功用,第一是,将PCB在相当稳定的温度下感温,允许不同质量的元件在温度上同质,减少它们的相当温差。第二个功能是,允许助焊剂活性化,挥发性的物质从锡膏中挥发。一般普遍的活性温度范围是120~150°C,如果活性区的温度设定太高,助焊剂没有足够的时间活性化,温度曲线的斜率是一个向上递增的斜率。虽然有的锡膏制造商允许活性化期间一些温度的增加,但是理想的曲线要求相当平稳的温度,这样使得PCB的温度在活性区开始和结束时是相等的。市面上有的炉子不能维持平坦的活性温度曲线,选择能维持平坦的活性温度曲线的炉子,将提高可焊接性能,使用者有一个较大的处理窗口。 回流区,有时叫做峰值区或最后升温区。这个区的作用是将PCB装配的温度从活性温度提高到所推荐的峰值温度。活性温度总是比合金的熔点温度低一点,而峰值温度总是在熔点上。典型的峰值温度范围是205~230°C,这个区的温度设定太高会使其温升斜率超过每秒2~5°C,或达到回流峰值温度比推荐的高。这种情况可能引起PCB的过分卷曲、脱层或烧损,并损害元件的完整性。
今天,最普遍使用的合金是Sn63/Pb37,这种比例的锡和铅使得该合金共晶。共晶合金是在一个特定温度下熔化的合金,非共晶合金有一个熔化的范围,而不是熔点,有时叫做塑性装态。本文所述的所有例子都是指共晶锡/铅,因为其使用广泛,该合金的熔点为183°C。
理想的冷却区曲线应该是和回流区曲线成镜像关系。越是靠近这种镜像关系,焊点达到固态的结构越紧密,得到焊接点的质量越高,结合完整性越好。
作温度曲线的第一个考虑参数是传输带的速度设定,该设定将决定PCB在加热通道所花的时间。典型的锡膏制造厂参数要求3~4分钟的加热曲线,用总的加热通道长度除以总的加热感温时间,即为准确的传输带速度,例如,当锡膏要求四分钟的加热时间,使用六英尺加热通道长度,计算为:6 英尺 ÷ 4 分钟 = 每分钟 1.5 英尺 = 每分钟 18 英寸。
接下来必须决定各个区的温度设定,重要的是要了解实际的区间温度不一定就是该区的显示温度。显示温度只是代表区内热敏电偶的温度,如果热电偶越靠近加热源,显示的温度将相对比区间温度较高,热电偶越靠近PCB的直接通道,显示的温度将越能反应区间温度。明智的是向炉子制造商咨询了解清楚显示温度和实际区间温度的关系。本文中将考虑的是区间温度而不是显示温度。表一列出的是用于典型PCB装配回流的区间温度设定。
表一、典型PCB回流区间温度设定
|
区间 |
区间温度设定 |
区间末实际板温 |
|
预热 |
210°C(410°F) |
140°C(284°F) |
|
活性 |
177°C(350°F) |
150°C(302°F) |
|
回流 |
250°C(482°F) |
210°C(410°F) |
速度和温度确定后,必须输入到炉的控制器。看看手册上其它需要调整的参数,这些参数包括冷却风扇速度、强制空气冲击和惰性气体流量。一旦所有参数输入后,启动机器,炉子稳定后(即,所有实际显示温度接近符合设定参数)可以开始作曲线。下一部将PCB放入传送带,触发测温仪开始记录数据。为了方便,有些测温仪包括触发功能,在一个相对低的温度自动启动测温仪,典型的这个温度比人体温度37°C(98.6°F)稍微高一点。例如,38°C(100°F)的自动触发器,允许测温仪几乎在PCB刚放入传送带进入炉时开始工作,不至于热电偶在人手上处理时产生误触发。
一旦最初的温度曲线图产生,可以和锡膏制造商推荐的曲线或图二所示的曲线进行比较。
首先,必须证实从环境温度到回流峰值温度的总时间和所希望的加热曲线居留时间相协调,如果太长,按比例地增加传送带速度,如果太短,则相反。
下一步,图形曲线的形状必须和所希望的相比较(图二),如果形状不协调,则同下面的图形(图三~六)进行比较。选择与实际图形形状最相协调的曲线。应该考虑从左道右(流程顺序)的偏差,例如,如果预热和回流区中存在差异,首先将预热区的差异调正确,一般最好每次调一个参数,在作进一步调整之前运行这个曲线设定。这是因为一个给定区的改变也将影响随后区的结果。我们也建议新手所作的调整幅度相当较小一点。一旦在特定的炉上取得经验,则会有较好的“感觉”来作多大幅度的调整。
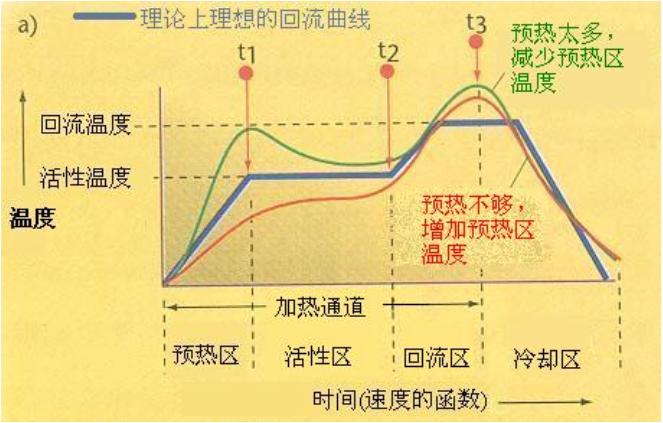
图三、预热不足或过多的回流曲线
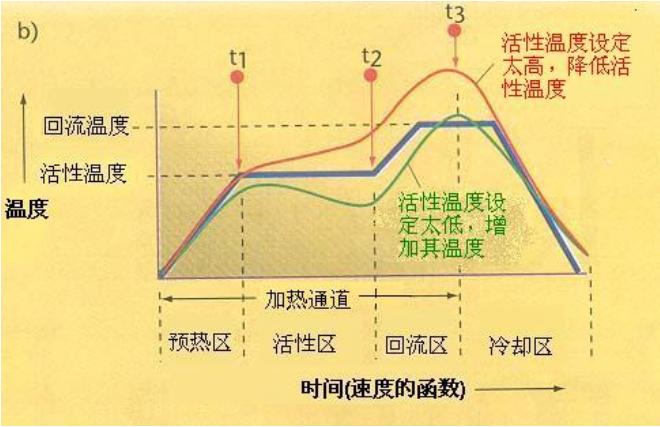
图四、活性区温度太高或太低
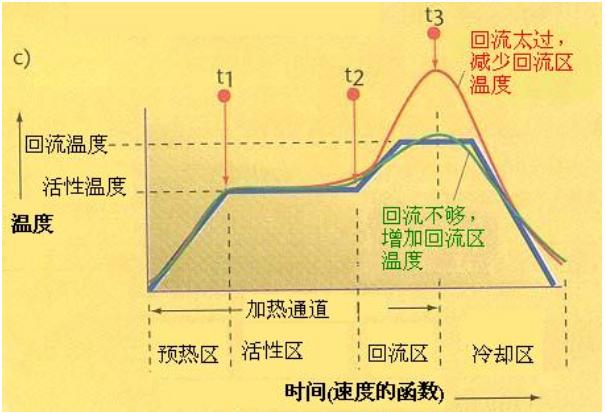
图五、回流太多或不够
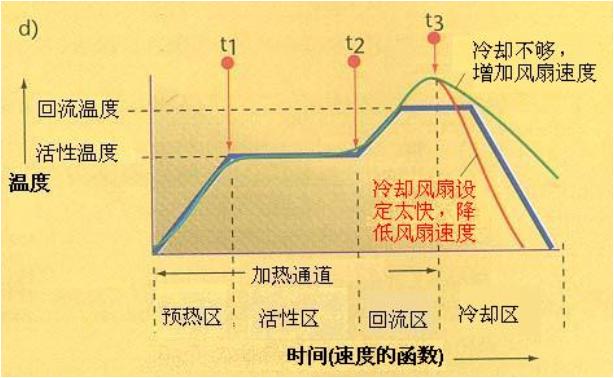
图六、冷却过快或不够
当最后的曲线图尽可能的与所希望的图形相吻合,应该把炉的参数记录或储存以备后用。虽然这个过程开始很慢和费力,但最终可以取得熟练和速度,结果得到高品质的PCB的高效率的生产。

